Nel processo di estrusione svolgono un ruolo fondamentale il design di viti di estrusione, convogliatori di flusso, anelli di distribuzione per skin-riga. camera stampi. Essi devono essere progettati tenendo in considerazione il tipo di compound da processare, la portata minima e massima erogata dall’estrusore adoperato e tipo di processo.
Molte regole e concetti generali usati per la progettazione di viti di estrusione sono rapportabili al calcolo e design dei convogliatori di flusso e quindi delle teste di estrusione.
Una vite di estrusione è caratterizzata da zone di alimentazione, fusione, miscelazione e pompaggio. Una vite può essere a semplice compressione, a singola barrier, a doppia barrier, a mista barriera-miscelatrice, etc.
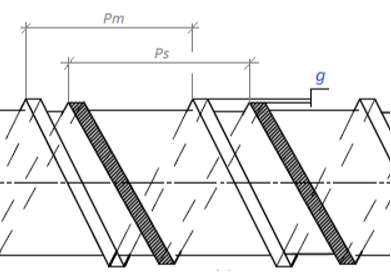
Per le viti a barriera è di fondamentale importanza il dimensionamento di passo principale, il passo supplementare, il gap di travaso per una corretta fusione, laminazione e miscelazione del compound estruso. Il gap di travaso varia al variare delle dimensioni dell’estrusore (più grande è l’estrusore e più ampio è il passaggio di travaso), del tipo di compound e dalla sua viscosità, portata massima da garantire e massimi giri estrusore.
Un valore errato del gap di travaso o dei passi supplememtari e principali nelle zone a barriera può generare una non corretta fusione o rammollimento del compound (soprattutto ad alti giri vite) o eccessivo surriscaldamento, anche localizzato, del compound da processare.
Il gap di travaso può variare generalmente da (1/60)D a (1/200)D, ma la sua corretta funzionalità dipende dalla scelta corretta dei passi di travaso/supplementari e principali nelle barriere o zone miscelatrici.
La compressione di una vite, come per il distributore o convogliatore di una testa di estrusione, può essere rapida (lunghezza di compressione Lc < 5D) o progressiva (Lunghezza di compressione Lc > 5D).
La scelta progettuale è funzione innanzitutto del tipo e caratteristiche del compound da estrudere e dalle sue proprietà reologiche, ma anche dalle caratteristiche dell’estrusore (cilindro), dimensione dell’estrusore, velocità di produzione, output dell’estrusore, etc.
Il rapporto di compressione per una vite può essere:
– di compressione lineare;
– di compressione volumetrico;
– di compressione assiale nelle barriere o zone di miscelazione o ricircolo;
– di decompressione assiale nella barriera per materiali viscosi (LS 0H, HFFR, XLPE FR, etc.).
Il rapporto di compressione lineare viene determinato sulla base delle altezze dei filetti in alimentazione e in pompaggio.
R.C. = Ha/Hp
D: Diametro cilindro
Ha: altezza filetto in alimentazione
Hp: Altezza filetto nella zona di pompaggio.
Un ruolo importante è svolto anche dalla lunghezza della compressione assiale e volumetrica e dalla lunghezza delle barriere o zone miscelatrici. La zona a barriera e travaso è presente anche nel calcolo dei convogliatori di flusso e anelli skin o riga di una testa di estrusione.
Per quanto riguarda i convogliatori cilindrici, conici, anelli skin o riga, oltre al gap di travaso è importante la dimensione dei canali di alimentazione, di distribuzione e di pompaggio in termini di profondità, larghezza, fattore di compressione, variazione di larghezza e variazione di profondità.

Considerando gli anelli skin, un dimensionamento corretto, in accordo con la reologia del compound da processare, preclude il calcolo di:
– diametro dell’anello e tolleranze dimensionali;
– tipologia e caratteristiche reologiche del compound da processare;
– profondità del canale all’ingresso e traiettoria di ripartizione del flusso all’ingresso;
– larghezza e variazione di larghezza del canale di alimentazione;
– gap di travaso, anche in base alle dimensioni del layer e portata estrusore;
– dimensione e variazione di sezione dei canali di distribuzione e pompaggio;
– volume e tempo di attraversamento in base alle velocità minime e massime e agli spessore dei layer necessari;
– trattamenti superficiali per abbassamento del coefficiente di attrito, evitare stagnazioni soprattutto durante il cambio colore, aumentare la resistenza all’usura.
Un calcolo errato dimensionamento dell’anello o convogliatori, in termini di dimensione dei canali di alimentazione e distribuzione e del relativo gap di travaso incide su:
‒ errata distribuzione di flusso;
‒ valori di pressione troppo alti o troppo bassi;
‒ surriscaldamento del compound;
‒ irregolarità superficiali, rugosità eccessive, o instabilità dimensionale;
‒ skin/layer erroneamente distribuito sulla superficie del filo/cavo;
‒ mancata chiusura dello skin/layer con presenza di linee longitudinali.
Il gap di travaso, la sua lunghezza, la variazione di sezione dei canali di alimentazione e di distribuzione, la lunghezza e traiettoria della zona di distribuzione e pompaggio sono ovviamente funzione della reologia del compound da processare, dell’output dell’estrusore, di velocità e dimensioni massime e minime del prodotto, della dimensione del layer da ottenere sul cavo, etc.
Il corretto dimensionamento dei convogliatori e anelli deve essere associato ad un corretto dimensionamento della camera stampi.
La camera stampi incide anch’essa su:
– pressioni di lavoro;
– shear rate e shear stress del compound;
– adesione del compound su filo;
– stiramento del filo. Lo stiramento del filo dipende dalla tipologia e conformazione della camera utensili, dimensioni e forma della filiera e guidafilo, lunghezza del land finale della filiera e distanza guidafilo filiera;
– qualità superficiale del prodotto finito.